mgr inż. Jan MARJANOWSKI*
mgr inż. Marcin RADOMSKI**
mgr Arkadiusz NALIKOWSKI*
* Przedsiębiorstwo MARCOR w Gdańsku
** Spółdzielnia Mleczarska „Mlekpol” Oddział w Radomiu
1 WPROWADZENIE – DOTYCHCZASOWE ZNANE TECHNIKI UZDATNIANIA WODY W CHŁODNICTWIE
Poważnym problemem pojawiającym się w trakcie eksploatacji układów chłodzenia, w których rolę czynnika chłodzącego spełnia woda, jest występowanie niekorzystnych procesów, prowadzących do pogorszenia efektywności wymiany ciepła, korozyjnego niszczenia elementów konstrukcyjnych instalacji, a nawet w skrajnych przypadkach skażenia mikrobiologicznego.
Do najbardziej niepożądanych proce-sów zachodzących w instalacjach chłodzenia zalicza się:
- korozję,
- procesy narastania osadów na elementach wymiany ciepła,
- niekontrolowany rozwój mikro- i makroflory.
Autorzy niniejszego artykułu położyli duży nacisk na wybór nowej metody, która może być praktycznie stosowana w chłod-nictwie i która zapewni oszczędność wody i ścieków w układzie chłodzenia wskutek mniejszego odsalania.
Znane metody przygotowania wody dla otwartych układów chłodzenia opiera-ją się w 99% na urządzeniach jonitowych do zmiękczania wody, w celu eliminacji wytrącania się osadów węglanowych. Nie zabezpieczają natomiast przed korozją i stąd należy dozować inhibitory korozji i antyskalanty. Zmiękczacz przeciwdziała wytrącaniu się osadów kamienia wodnego w układzie wodnym. Woda częściowo zmiękczona, do poziomu twardości 2-4 stopni niemieckich, nie tworzy i nie wytrąca dużych ilości osadów wapniowo-magnezowych i jednocześnie nie wzmaga procesów korozyjnych.
Za pomocą zmiękczacza, a dokładniej - złoża jonowymiennego w formie silnie kwaśnego kationitu regenerowanego NaCl usadowionego wewnątrz kolumny, usuwana jest twardość węglanowa i stała, gdyż podmieniane są jony wapnia i magnezu na rzecz jonów sodowych w myśl reakcji:
Kt – Na2 + Ca(HCO3)2 → Kt – Ca + 2NaHCO(1)3
Kt – Na2 + CaCl2 → Kt – Ca + 2NaCl (2)
Usunięcie z wody jonów wapnia i ma-gnezu, a więc kationów osadotwórczych i zastąpienie ich jonem sodowym, posia-dającym wysoką rozpuszczalność w połączeniu z wieloma anionami, np. CO32-, SO42-, gwarantuje brak możliwości wytrącania się osadów w wodzie. Wymieniony przez jonit kation sodu tworzy w wodzie wodorowęglan sodowy NaHCO3. Związek ten, zarówno na gorąco jak i na zimno, hydrolizuje w wodzie prowadząc do wzrostu jej odczynu. W reakcji hydrolizy(3) powstaje wodorotlenek sodu, który jest bezpośrednio odpowiedzialny za alkalizację wody. Reakcja przesuwa się cały czas z lewa na prawą stronę, gdyż ulatnia się uwolniony dwutlenek węgla, powstały wskutek przedmuchu wody powietrzem z rozkładu słabego kwasu węglowego.
NaHCO3 + H2O → NaOH + H2O + CO2↑
Stąd też uzdatnianie wody tą metodą pro-wadzi do jej alkalizacji, wzrasta zasadowość m i zasadowość p wody, o ile równocześnie w instalacji jest prowadzony przedmuch wody np. skraplacze wyparne, chłodnie wyparne. W środowisku o podwyższonym odczynie pH wody ponad 8,3 pH, natomiast łatwo będzie wypadał osad węglanu wapnia w formie kamienia wodnego, jeśli woda będzie charakteryzowała się twardością powyżej 2,8° niem. bez dozowania antyskalantów. Zbytnia alkalizacja wody – ponad pH 8,3 może doprowadzić elementy ocynkowane do korozji zwanej potocznie „białą rdzą” przedsta-wionej na rysunku 1.
 |
| Rys. 1. Przykład tzw. „białej rdzy” na rurkach ocynkowanego skraplacza w stadium początkowym |
Poza tym, aby zapewnić prawidłową jakość wody w obiegu układu chłodnicze-go, stopień odsalania wynosi najczęściej 2,5 – 3, co wskazuje na duże zużycie wody zasilającej oraz wymaga odprowadzenia znacznej ilości ścieków.
2 BEZPIECZNE SPOSOBY POZYSKIWANIA OSZCZĘDNOŚCI W ZUŻYCIU WODY W UKŁADACH CHŁODZENIA W ZALEŻNOŚCI OD METOD PRZYGOTOWANIA WODY UZUPEŁNIAJĄCEJ I SPOSOBU OD SALANIA WODY OBIEGOWEJ
Kontrola jakości wody obiegowej w trakcie normalnej eksploatacji układu chłodzenia, czyli tzw. monitoring operacyjny, daje możliwość wpływania nie tylko na bezawaryjną pracę instalacji, ale również na ekonomikę jej eksploatacji przez efektywną regulację zużycia wody (odsalanie), czy też optymalizację dawek dozowanych chemikaliów.
Użytkownicy otwartych, wodnych systemów chłodzenia czasami w źle pojętej idei oszczędności wody uzupełniającej rezygnują z procesu jej odsalania. Jest to rozwiązanie błędne i nieekonomiczne. Działając w ten sposób użytkownik narazi się na straty spowodowane spadkiem wydajności cieplnej urządzeń na których pojawił się osad z mocno zasolonej wody. Na rysunku 2 przedstawiono widok skraplacza natryskowo-wyparnego zniszczonego korozyjnie właśnie wskutek braku odsalania.
 |
| Rys. 2. Widok ścian i rur amoniakalnego skraplacza natryskowo-wyparnego zniszczonego wskutek braku odsalania |
Procesy korozyjne materiałów konstrukcyjnych również będą działały na niekorzyść użytkownika systemu. Zyski z zaoszczędzonej wody kończą się w momencie osiągnięcia określonej liczby cykli zatężania, po jej przekroczeniu realna oszczędność wody jest znikoma. Na rysunku 3 przedstawiono wykres obrazujący zależność pomiędzy ilością wody obiegowej a ilością cykli zatężania.
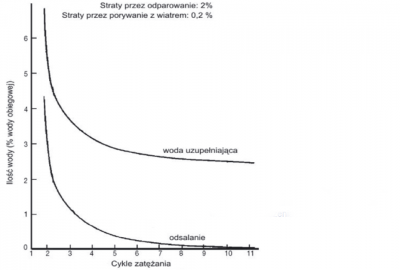 |
| Rys. 3. Zależność pomiędzy ilością wody uzupełniającej, odsalaniem i cyklami zatężania w układzie chłodzenia z odparowaniem |
Błędna jest również eksploatacja układu chłodzenia na tzw. „przelew”. Dla tego rozwiązania zawór spustowy zostaje otwarty cały czas. Ubytki wody w systemie są uzupełniane świeżą wodą, w sposób ciągły utrzymując stałą ilość wody w systemie. Najczęściej rozwiązania tego typu stosowane są w sytuacji, gdy woda uzupełniająca jest wodą nieuzdatnioną, o dużej twardości lub z ujęć powierzchniowych dużej dostępności. Unikając w ten sposób zatężania wody w obiegu można spowolnić i wydłużyć czas odkładania się osadów na powierzchniach wymienników ciepła. Jednak procesu tego nie da się całkowicie uniknąć. Ten rodzaj eksploatacji systemu chłodzenia wiąże się z bardzo dużym marnotrawstwem wody i zwiększa znacząco koszty. Należy również uwzględnić straty związane z pogorszeniem się wydajności cieplnej układu, spowodowane odłożonymi osadami. Metoda „na przelew” jest nieoszczędna, dlatego też należy unikać jej stosowania.
Aby ustalić optymalne warunki pracy układu chłodzenia, korzystając z systemu kontroli i monitoringu należy:
- określić właściwy stopień wymiany wody,
- uzupełnianie wody połączyć ściśle z procesem jej odsalania (a więc przewodnictwem wody obiegowej),
- dozowanie i kontrole chemikaliów korekcyjnych przeprowadzać zgodnie z opracowanym programem na podstawie analizy wody.
3 METODA AMONOWA DO ZASILANIA OBIEGÓW CHŁODZENIA– WPROWADZENIE TEORETYCZNE
W Przedsiębiorstwie MARCOR w Gdańsku na przełomie lat 2013/2014 opracowano nową metodę z wykorzystaniem soli amonowych do:
- usuwania wytrąconego osadu kamienia wodnego w układzie chłodzenia,
- uzdatniania wody uzupełniającej obiegi chłodzenia wież i skraplaczy natryskowo-wyparnych.
Uzdatnianie wody w oparciu o wykorzystanie soli amonowych do tego celu opiera się na złożonym do Urzędu Patentowego RP przez Jana Marjanowskiego zgłoszeniu patentowym Nr 406782 pt. „Sposób częściowej demineralizacji wody w układach chłodzenia”.
Twarda woda, zawierająca sole wapnia i magnezu – w znacznej części w postaci wodorowęglanów wapnia i magnezu, uzupełniająca obiegi chłodnicze jest przyczyną osadzania się w nich kamienia wodnego, który zmniejsza wydajność chłodni i skraplaczy wyparnych. Wskutek odparowania części wody rośnie zasolenie w obiegu chłodni, co jest przyczyną wypadania osadów soli wapniowych i magnezowych. Wzrost zasolenia powoduje także korozję metalowej konstrukcji urządzeń. Aby przeciwdziałać tym zjawiskom wymagane jest odsalanie obiegu wodnego przez częściowy upust wody do kanalizacji i zastępowanie jej świeżą wodą zasilającą o mniejszym przewodnictwie.
W wyniku zatężania wody rośnie także jej odczyn pH osiągając często wartość ok. 9, co może powodować korozję cynku. W przypadku odczynu przekraczającego wartość 8,2 w obecności chlorków i siarczanów w stężeniach powyżej 150 mg/l, pasywacja cynku jest utrudniona i może dojść do zjawiska tzw. „białej rdzy”, objawiającego się ostatecznie korozją ocynkowanej powierzchni elementów układów chłodzenia. Im woda zasilająca jest bardziej zdemineralizowana na wlocie, tym większe zatężanie wody można osiągnąć w obiegu chłodniczym. Wiążą się z tym oszczędności w zakresie zmniejszonego zużycia wody zasilającej, jak też odprowadzenia mniejszej ilości odsolin w postaci ścieków do kanalizacji.
Znane metody jonitowego zmiękczania wody przez jej przepuszczanie przez złoże silnie kwaśnego kationitu regenerowanego chlorkiem sodowym, nie zmniejszają zasolenia wody. Usuwają jedynie z wody kation wapnia i magnezu zastępując go kationem sodowym. Likwidują więc wyłącznie twardość wody.
Wody głębiowe, będące często źródłem wody uzupełniającej obiegi chłodnicze, zawierają zwykle twardość wody oraz wodorowęglany. Najczęściej twardość węglanowa wód głębinowych wynosi 60 – 90% twardości ogólnej wody.
Zmiękczacz kationitowy sodowy nie zapewnia usunięcia z wody anionów wodorowęglanów, które przechodzą do wody zasilającej urządzenia energetyczne, skutkiem tego zasolenie wody się nie zmniejsza. Usunięcie wodorowęglanów z wody mogłoby zmniejszyć znacznie jej przewodnictwo. Jony wodorowęglanowe i część twardości przemijającej mogłyby być też usunięte w znany sposób na słabo kwaśnym kationicie regenerowanym jonem wodorowym. Wymaga to jednak zastosowania do regeneracji kationitu kwasu solnego lub siarkowego i specjalnych instalacji zapewniających bezpieczeństwo procesu oraz uzdatnienia powstałych ścieków.
Zaletą sposobu uzdatniania wody wg wynalazku firmy MARCOR, jest częściowa jej demineralizacja, poprzez wprowadzenie ze złoża jonitowego do wody lotnego składnika. Następnie woda obiegowa w układzie zostaje przedmuchana powietrzem z wentylatora. Dochodzi w ten sposób do rozkładu wodorowęglanu amonu i jego ulotnienia się wraz z przedmuchiwanym powietrzem w myśl poniższej reakcji chemicznej:
NH4+ + HCO3- → NH3↑ + CO2↑ + H2O
Najlepiej mechanizm działania metody ilustruje poniższy przykład:
Woda wodociągowa o twardości ogól-nej 5,0 mval/l, uzupełniająca w ilości 1,0 m3/h obieg wodny nowego skraplacza amoniaku, przed wprowadzeniem do układu poddawana jest zmiękczaniu w wymienniku jonitowym, zawierającym kationit regenerowany chlorkiem amonu. Układ wodny skraplacza został wypełniony wodą zmiękczoną metodą amonową. Włączono obiegowe wodne pompy skraplacza i wentylatory powietrza. Stosunek przepływu wody obiegowej do powietrza w skraplaczu wynosił 1 : 30, a temperatura wody obiegowej wynosiła 22°C.
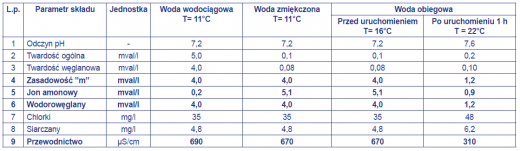
Podstawowy skład fizykochemiczny wody wodociągowej, wody zmiękczonej zasilającej układ, wody obiegowej po napełnieniu układu i po 1 godzinie od momentu włączenia pomp obiegu wodnego i wentylatorów obiegu powietrznego pokazano w tabeli 1. W dalszych godzinach pracy skraplacza zasolenie ustabilizowało się na stałej wartości i przy stałym odsalaniu. Badania prowadzono na gdańskiej wodzie wodociągowej na instalacji pilotażowej.
Jak widać z tabeli 1, po zmiękczaczu amonowym następuje zamiana jonów odpowiedzialnych za twardość ogólną (kationy wapnia i magnezu) na jon amonowy, który łącząc się z jonami wodorowęglanowymi tworzy wodorowęglan amonowy. Związek ten w wodzie obiegowej, po włączeniu pomp obiegowych i wentylatorów, ulega następnie rozkładowi i ulatnia się do powietrza, nawet w temperaturze 22°C. Skutkuje to obniżeniem się ogólnego stężenia soli w wodzie, a więc obniżeniem przewodnictwa. W wodzie obiegowej, przed uruchomieniem układu, nie zwiększa się ilość chlorków i siarczanów oraz przewodnictwo elektrolityczne wody zasilającej, co nie powoduje wzrostu szybkości korozji w porównaniu do wody wodociągowej. Natomiast przewodnictwo wody obie gowej już po 1 godz. pracy ulega obniżeniu w stosunku do wody zasilającej, wskutek obniżenia się w wodzie stęże nia jonów amonowych i wodorowęgla nowych. Stężenia szczątkowe kationów powodujących twardość oraz anionów chlorkowych i siarczanowych podnoszą się, w takim stopniu jak woda w obiegu się zatęża przez odparowanie. Chcąc przeciwdziałać wzrostom stężeń soli w obiegu wodnym chłodniczym należy wyregulować strumień odsalania obiegu wodnego lub też podczyszczać wodę w formie nerki na małym układzie demineralizacyjnym.
Tabela 1. Porównanie analizy wody zasilającej: wodociągowej i po zmiękczeniu jonitowym jonem amonowym oraz wody obiegowej przed uruchomieniem pomp i wentylatorów oraz po 1 godz. od uruchomienia
Na rysunku 4 przedstawiono zmienność odczynu pH w czasie, w przypadku, gdy zmiękczacz wody jest regenerowany w jednym przypadku przez chlorek sodowy, a w drugim przypadku jest regenerowany z użyciem chlorku amonu. Widoczne jest istotne obniżenie odczynu pH w przypadku metody amonowej, co generalnie jest korzystne w przypadku ocynkowanych urządzeń chłodniczych.
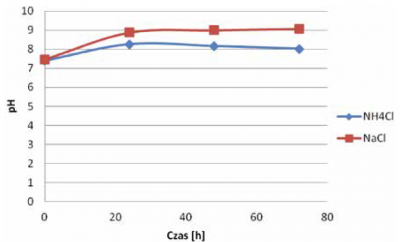 |
| Rys. 4. Zależność odczynu pH wody obiegowej w przypadku uzupełniania układu chłodzenia wodą zmiękczoną ze zmiękczacza regenerowanego chlorkiem amonu i chlorkiem sodowym |
Na rysunku 5 przedstawiono zmianę zasadowości m wody obiegowej w czasie dla wody zmiękczanej chlorkiem sodowym i w drugim przypadku chlorkiem amonu. Widoczny na wykresie jest istotny spadek zasadowości m wody obiegowej w przypadku, gdy jest ona zmiękczana za pomocą chlorku amonu. Natomiast w przypadku wody obiegowej zmiękczanej tradycyjnie chlorkiem sodowym zasadowość m wody obiegowej rośnie w czasie, co wydaje się uzasadnione zatężaniem się wodorowęglanu sodowego.
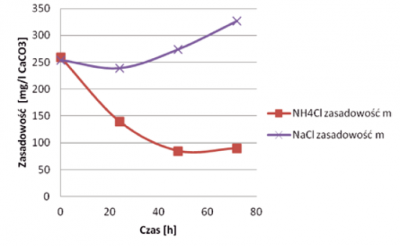 |
| Rys. 5. Zależność zasadowości m wody obiegowej w przypadku uzupełniania układu chłodzenia wodą ze zmiękczacza regenerowanego chlorkiem amonu i chlorkiem sodowym |
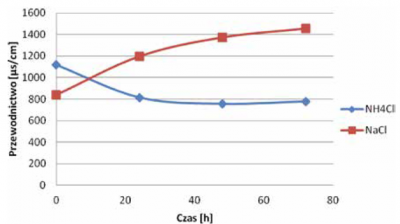 |
| Rys. 6. Zmiana przewodnictwa w czasie wody obiegowej w układzie chłodzenia, gdzie woda uzupełniająca jest regenerowana w zmiękczaczu chlorkiem amonu i chlorkiem sodowym |
Sytuacja pokazana na rysunku 5 jest całkowicie podporządkowana zmianie przewodnictwa wody obiegowej jak to pokazano na rysunku 6. W przypadku układów chłodzenia z wodą obiegową zmiękczaną chlorkiem amonu, obserwuje się spadek przewodnictwa wody w czasie aż do momentu jego „wysycenia się”. W przypadku wody obiegowej uzyskiwanej ze zmiękczaczy regenerowanych chlorkiem sodowym widoczna jest tendencja wzrostu przewodnictwa, co jest zrozumiałe po analizie rysunków 3, 4 oraz 5.
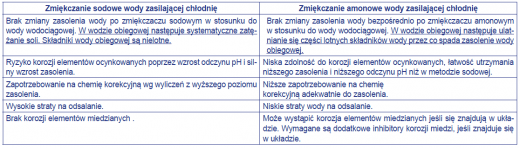
W tabeli 2 przedstawiono porównanie metody amonowej przygotowywania wody dla układów chłodzenia oraz metody zmiękczania tradycyjnego w wymienniku jonitowym tj. metody sodowej zmiękczania wody.
Tabela 2. Porównanie metody zmiękczania metodą amonową i sodową dla chłodni wyparnej
4 OSZCZĘDNOŚCI Z WDROŻENIA METODY AMONOWEJ W UKŁADZIE CHŁODZENIA SKRA PLACZA NATRYSKOWO- WYPARNEGO W ZPM MLEKPOL W RADOMIU
Układ chłodzenia skraplacza natryskowo wyparnego w SM Mlekpol oddział w Radomiu składa się z następujących elementów:
-
skraplacza amoniakalnego produkcji Baltimore typ BAC VXC 620 (Seria H120586401). Skraplacz posiada wy-dajność cieplną rzędu 2.209 kW w warunkach pracy temperatur czynnika chłodniczego tj. wody Tk / Tm= +35oC / +23oC (rys. 7);
Rys. 7. Z prawej strony widoczny omawiany skraplacz natryskowo-wyparny BAC VXC 620 
Rys. 8. Układ uzupełniania wody przez zmiękczacze regenerowane chlorkiem amonu
- układu chłodzenia wodnego zawierającego zbiornik retencyjny o objętości V= 14 m3, pompy wodnej FHS 80-160/110/P o mocy 11 kW i wydajności Q = 20 – 90 m3/h oraz H= 12 – 27 m. sł. H2O, oraz zestawu natrysków i dysz usytuowanych nad rurami amoniakalnymi skraplacza, spływ wody następuje od natrysków poprzez rurowy wkład rurowy do wanien skraplacza, skąd spływa grawitacyjnie do zbiornika retencyjnego;
- układu przepływu powietrza wymuszonego pracą wentylatorów o wydajności 50 m3/s przy pracy dwóch wentylatorów każdy o mocy 18,5 kW;
- układu uzupełniania wody składającego się z dwóch zmiękczaczy pracujących w układzie duplex regenerowanych roztworem chlorku amonu o wydajności nominalnej 16 m3/h (rys. 8);
- układu podczyszczania wody obiegowej (rys. 9);
- stacji dozowania inhibitora korozji, antyskalanta oraz biocydu;
- układu automatycznego odsalania wody obiegowej w zestawie z zaworem odsalającym i z regulatorem przewodnictwa (rys. 10).
W latach 2012 do lutego 2015 roku stacja uzdatniania wody uzupełniająca wodę do obiegu chłodzenia pracowała na starych, prawie 20-letnich zmiękczaczach regenerowanych tradycyjnie chlorkiem sodowym. W tabeli 3 przedstawiono analizę wody wodociągowej zasilającej SUW. Istotnym problemem wody zasilającej zmiękczacze sodowe była wysoka zawartość w wodzie zasilającej chlorków (ok. 40 – 50 mg/l) oraz siarczanów (ok. 80 – 95 mg/l). Są to jony agresywne korozyjnie i powodujące korozję nawet stali ocynkowanej, jeżeli stężenie sumy chlorków i siarczanów wynosi ponad 150 mg/l.
Nie było zatem możliwości wyższe-go zatężania i stopień zatężenia wynosił 1,2 – 1,3. Ponadto wysoka zasadowość m wskutek zatężania powodowała wzrosty pH ponad 8,3 co przy oddziaływaniu korozyjnego jonów chlorków i siarczanów prowadziło do korozji ocynkowanych powierzchni w formie tzw. „białej rdzy”. Aby zmniejszyć korozję wprowadzano wodę o niezerowej twardości, w zakresie twardości 4–7°d. Utrzymywanie odsalania wody obiegowej na poziomie przewodnictwa 850 µS/cm (woda wodociągowa – 750 µS/cm) przy niskim współczynniku zatężania chroniło układ przed korozją tym bardziej, że dozowano inhibitor korozji i antyskalant w jednym
 |
 |
| Rys. 9. Układ podczyszczania wody w obiegu skraplacza natryskowo-wyparnego | Rys. 10. Układ odsalania wody w obiegu skraplacza natryskowo-wyparnego |
– Biofosfomar ECO, ale układ chłodzenia był bardzo wodochłonny, z czego większość wody nie była zużywana na odparowanie układu chłodzenia tylko na odsalanie, czyli inaczej do ścieku. Nie była to jednak rozrzutność wody, a konieczność podyktowana utrzymaniem jak najniższego stężenia chlorków i siarczanów, gdyż one oddziaływały korozyjnie na rury ocynkowane.
W wyniku gruntownie wykonanej modernizacji SUW w okresie listopad 2014 r. – luty 2015 r. związanej z wymianą zmiękczaczy oraz formy zmiękczania (z sodowej na amonową), a także wprowadzenia podczyszczenia wody obiegowej, zmniejszono zagrożenie korozyjne układu oraz kilkakrotnie zmniejszono ilość wody uzupełniającej układ chłodzenia.
Przykładową analizę wody uzupełniającej układ chłodzenia przedstawiono w tabeli 3, natomiast wody obiegowej w tabeli 4.
Tabela 3. Analiza wody wodociągowej i wody uzupełniającej układ chłodzenia po modernizacji
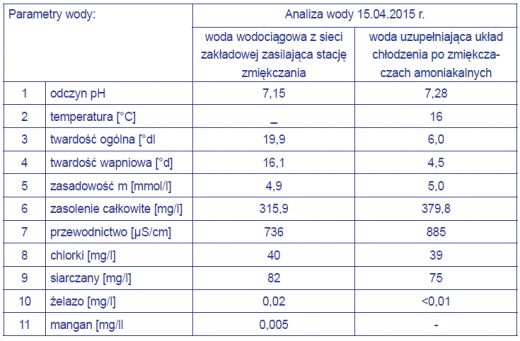
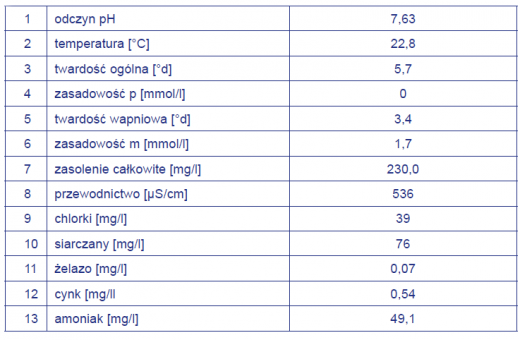
Tabela 4. Analiza wody obiegowej z dnia 15.04.2015r. w układzie chłodniczym skraplacza
W marcu 2015 roku kiedy pojawiło się wzmożone zapotrzebowanie wody na uzupełnianie obiegu chłodniczego przełączono SUW na regenerację kationitu z chlorku sodowego na chlorek amonu oraz jednocześnie włączono stację podczyszczania. Zaobserwowano znaczny spadek zapotrzebowania ilości wody na potrzeby uzupełniania układu chłodzenia skraplacza. Jednocześnie automatyczny układ odsalania z nastawą na zrzut wody przy przewodnictwie elektrolitycznym na poziomie 850 µS/ cm (nastawa programowana do pracy z klasycznym zmiękczaczem, regenerowanym chlorkiem sodowym) utrzymywał w zamknięciu zawór odsalający, ponieważ przewodnictwo wody obiegowej ukształtowało się na poziomie zmiennym 500 – 700 µS/cm. Inaczej mówiąc zaobserwowano brak odsalania wody obiegowej. Czyli cała woda uzupełniająca jest zużywania na cele odparowania wody.
Na rysunku 11 przedstawiono granicę pracy obu systemów tj. do ok. 20-ego dnia m-ca marca skraplacz był zasilany wodą ze zmiękczacza regenerowanego chlorkiem sodowym, a po tym czasie ze zmiękczacza regenerowanego chlorkiem amonu.
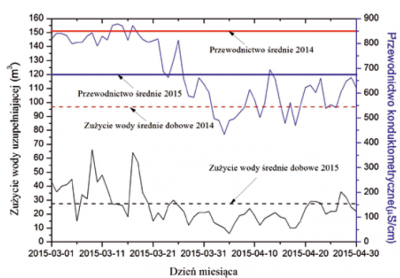 |
| Rys. 11. Zależność zużycia wody przez układ chłodzenia oraz przewodnictwa od czasu pracy skraplacza i zastosowanego regeneranta do stacji zmiękczania |
Na wykresie przedstawiono zmianę zużycia wody na cele zasilania skraplacza przed i po wprowadzeniu zmiany. Naniesiono na nim także zmiany w czasie przewodnictwa wody przed i po wymianie regeneranta stacji zmiękczania. Dodatkowo zaznaczono poziomy zużycia wody przez skraplacz w 2014 roku, jako średnią roczną oraz wyliczono średnią zużycia wody za okres zastosowania metody amonowej w 2015 roku.
Poniżej przedstawiono wstępne dane dotyczące warunków ekonomicznych układu chłodzenia przed zmianą i po zmianie regeneranta do stacji zmiekczania
- koszt wody wodociągowej zakładu po usunięciu Fe i Mn we własnej SUW – 0,60 zł/m3,
- koszt ścieków odprowadzanych do kanalizacji miejskiej na podstawie zuży cia wody wodociągowej – 6,00 zł/m3 ,
- jednostkowy koszt preparatów chemicznych z regeneratem w 2014 roku – 0,33 zł/m3,
- jednostkowy koszt preparatów chemicznych z regeneratem w 2015 roku– 0,35 zł/m3,
- średniodobowe rzeczywiste zużycie wody w 2014 roku– 120 m3/dobę ,
- średniodobowe przewidywalne zużycie wody w 2015 roku– 28 m3/dobę,
- koszt wody i ścieków średniodobowo w 2014 roku (przyjmujemy, że średnie odparowania i rozbrysk będą podobne jak w roku 2015, woda odparowująca nie zasila ścieków):
a) koszt wody na odparowanie 28 m3 / dobę x 0,60 zł/m3 =16,80 zł/dobę,
b) koszt ścieków (120 – 28) m3 / dobę x 6,00 zł/dobę = 607,20 zł/dobę,
c) łączny średniodobowy koszt wody i ścieków (16,80 + 607,20) = 624,00 zł/dobę,
- koszt preparatów chemicznych z regeneracją zmiękczaczy sodowych włącznie w 2014 roku:
120 m3/dobę x 0,33 zł/m3 = 39,60 zł/dobę - razem koszty wody (woda + ściek +
chemia) w 2014 roku: 360 dni x (624,00 + 39,60 ) zł/ doba = 238.896 zł
- przewidywany koszt wody i ścieków średniodobowo w 2015 roku, wskutek działania układu podczyszczania wody na boczniku, nie przewiduje się na podstawie obecnych doświadczeń odsalania czyli też ścieku, cała woda idzie na odparowanie, niemniej przy regeneracji układu podczyszczania powstaje jest woda ilości ok. 2 m3/ dobę i powstaje ściek w ilości ok. 2 m3 / dobę odprowadzany do kanalizacji:
a) koszt wody na odparowanie 28 m3 /dobę x 0,60 zł/m3 = 16,80 zł/dobę,
b) koszt ścieków z układu chłodzenia – 0,00 zł/dobę,
c) koszt wody i ścieków z układu podczyszczania 2 m3/dobę x 6,60zł/doba=13,20 zł/dobę,
d) łącznie średniodobowy koszt wody i ścieków (16,80 + 13,20) = 30 zł/dobę,
- koszt preparatów chemicznych z regeneracją włącznie w 2015 roku: 28 m3/dobę x 0,37 zł/m3 = 10,36 zł/dobę
- razem przewidywalne koszty wody (woda + ściek + chemia) w 2015 roku: 360 dni x (16,80 + 13,20 + 10,36) zł/ doba = 14.530 zł
Roczny przewidywalny efekt oszczędnościowy w 2015 na kosztach eksploatacji związanych z uzupełnieniem wody do obiegu skraplacza ( i także chemii korekcyjnej oraz regeneranta):
238.896 zł – 14.530 zł = 224.366 zł
Należy nadmienić, że koszt inwestycyjny całej modernizacji SUW polegający na kompletnej wymianie starych wyeksploatowanych urządzeń na nowe wyniósł ok. 75.000 zł. Jeśli nawet liczone obecnie średnie przewidywalne zużycie wody przez układ chłodzenia w roku 2015 może być obarczone pewnym błędem, to i tak zużycie wody na cele SUW będzie znacznie niższe niż w 2014 roku.
PODSUMOWANIE
- W niniejszym artykule przedstawiono całkowicie nową metodę uzdatniania wody chłodniczej w oparciu o regenerację zmiękczaczy chlorkiem amonu zastrzeżonej zgłoszeniem patentowym oraz z układem podczyszczania wody obiegowej.
- Metoda została wdrożona w SM Pol-mlek Oddział w Radomiu w marcu 2015 r. i zgodnie z założeniami wyka-zuje znaczne mniejsze zużycie wody niż w przypadku tradycyjnej metody zmiękczania wody w oparciu o zmiękczacze regenerowane chlorkiem sodowym.
- Kilkakrotnie mniejsze zużycie wody na uzupełnianie obiegu wodnego układu chłodzenia przekłada się dodatkowo na mniejsze odsalanie (jako ściek) lub jego brak, a także na mniejsze zużycie preparatów chemicznych.
- Mniejsze zużycie wody, ścieków oraz niezbędnej chemii tak do regeneracji zmiękczaczy, regeneracji układu podczyszczania oraz antyskalantów i inhibitorów korozji generuje wysoki efekt ekonomiczny w stosunku do stosowanych uprzednio metod klasycznych.
